Iso代码格式要求
警告:配套的后处理 不要输出循环,应当全部输出点坐标
名词解释:
- 程序段:是指在CAM编程时,针对每一个特征进行加工的程序
- 例:执行一个钻孔加工,这一个钻孔加工的G代码称之为一个程序段
- 例: 执行一个多轴轮廓加工,这个轮廓加工的称之为一个程序段
- 刀具信息:
- 是指在每一个程序段的第一行,包含了AlphaOptimal自动匹配刀具所需的信息
- 程序段分隔符:
- 这个是AlphaOptimal对程序段进行分割的标识符
标识的设定
- 程序段分割符:
;SECTION - 刀具信息标识:
SpindleNo=2 ToolNumber=1 TD=20.0 - 刀具信息匹配标识必须在程序段的第一行
- 匹配优先顺序:直径->主轴号->刀具号.逐层匹配.当无法匹配时,会返回刀具列表的第一个
- 特殊刀具不能被匹配,必须手动选择.譬如:链锯
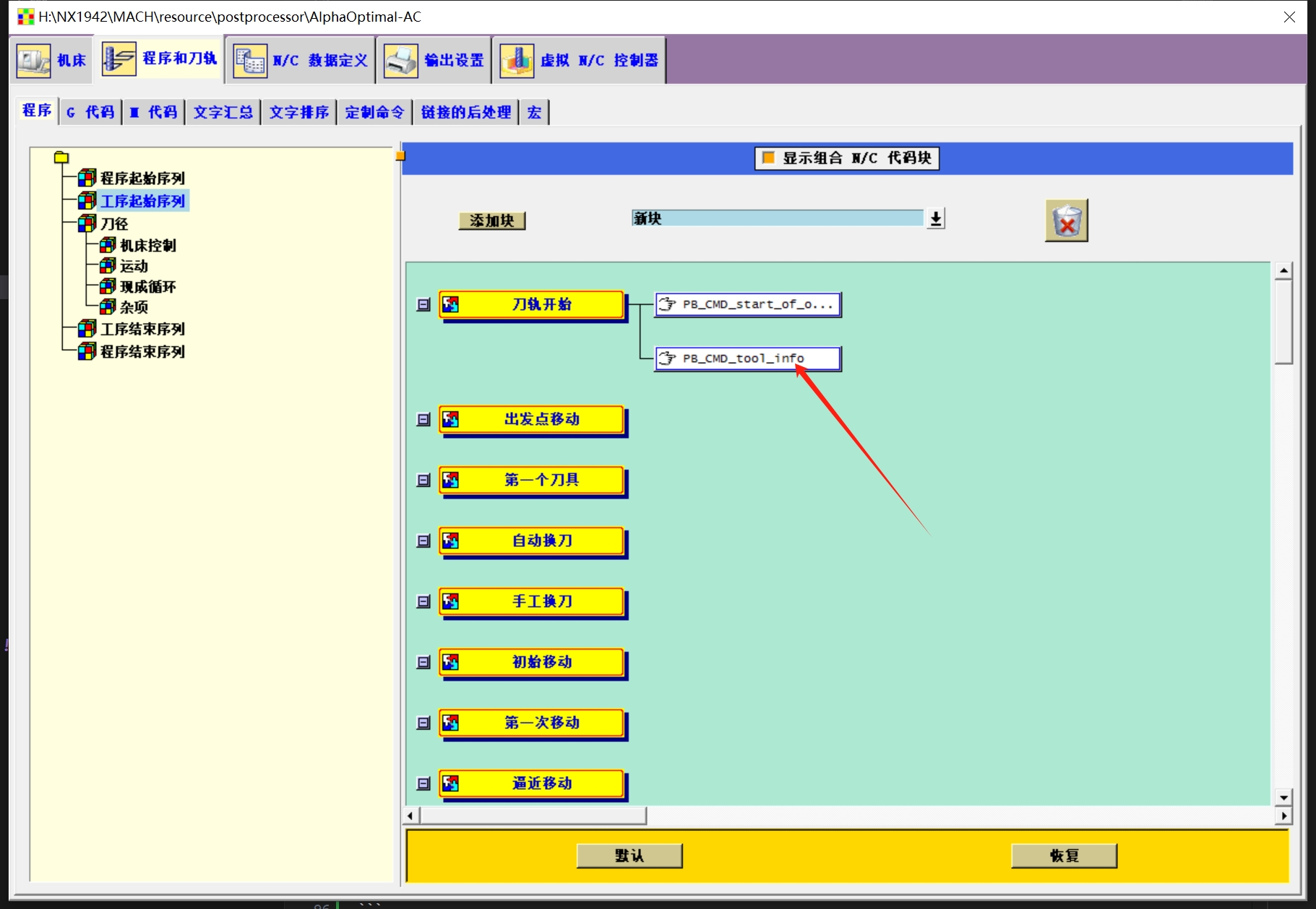
NX后处理器输出刀具匹配标识命令
- 工序起始序列->刀轨开始->添加:定制命令
# 申明全局变量
global mom_tool_diameter #刀具直径
global mom_tool_type #刀具类型
global mom_tool_name #刀具名称
global mom_tool_number # 刀具号 这里用它来描述对应的主轴号
global mom_tool_adjust_register #刀具寄存器 用它来描述对应机床的刀具号
# 格式化刀具号 当作主轴号使用
set spindle_number [format "SpindleNo=%.0f" $mom_tool_number]
# 格式化补偿寄存器号 当作刀具号使用
set tool_number [format "ToolNumber=%.0f" $mom_tool_adjust_register]
# 格式化刀具直径
set tool_diameter [format "TD=%.1f" $mom_tool_diameter]
# 使用正则表达式判断 mom_tool_type 的值
if { [regexp {Ball Mill} $mom_tool_type] } {
set tool_type "Type=BallMill"
} elseif { [regexp {Milling} $mom_tool_type] } {
set tool_type "Type=EndMill"
} elseif { [regexp {Drilling Tool} $mom_tool_type] } {
set tool_type "Type=Drill"
} else {
set tool_type [format "Type=%s" $mom_tool_type]
}
# 格式化刀具名称
set tool_name [format "ToolName=%s" $mom_tool_name]
# 拼接字符串
set tool_info [format "%s %s %s %s %s" $spindle_number $tool_number $tool_diameter $tool_type $tool_name]
# 输出到NC代码
MOM_output_literal "($tool_info)"
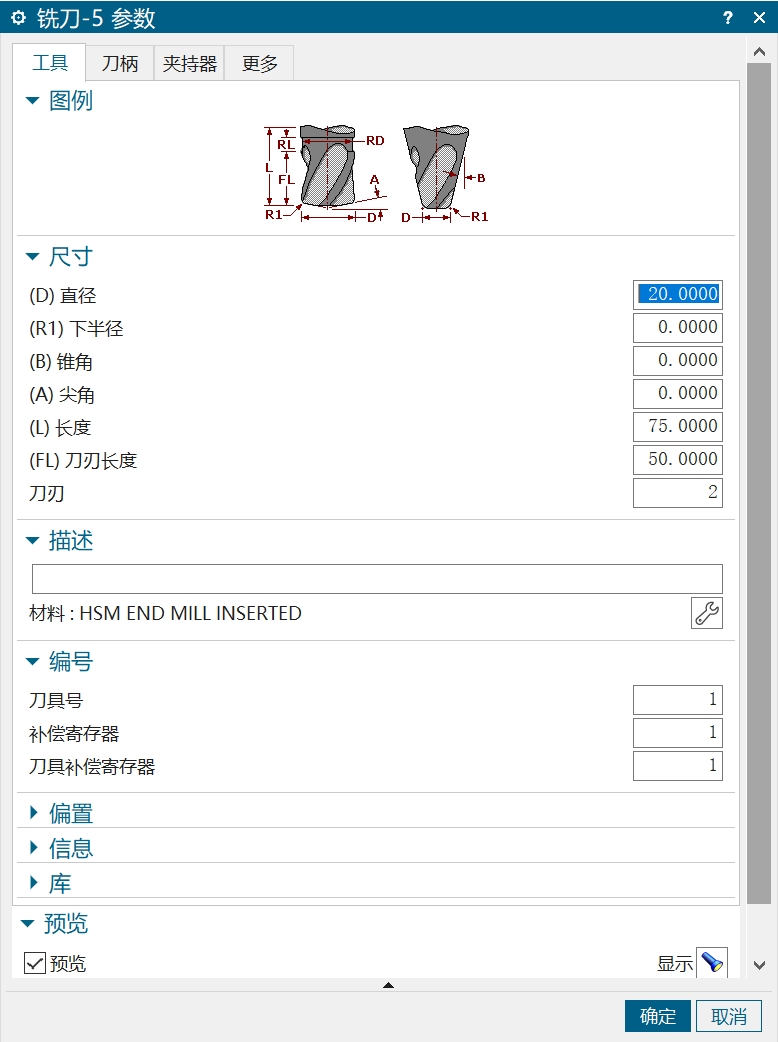
NX CAM里面刀具设定
- 刀具号:会被当做主轴号输出
-
补偿寄存器:会被当做刀具号输出
整体段落格式
- 导入的G代码:
- 说明: 这个程序组包含了一系列程序段,每个段之间以
;SECTION分隔。这些程序段执行不同的任务,如下:程序段1 ;SECTION 程序段2 ;SECTION 程序段3 ;SECTION …… 程序段N
- 说明: 这个程序组包含了一系列程序段,每个段之间以
- 注意:末尾不要添加
;SECTION分隔符
第二行解释
G代码1:G00 G90 X-15.5 Y76.88 Z60. C0.0 A0.0
G代码2:G01 G90 X-15.5 Y76.88 Z60. C0.0 A0.0 F100000
在G代码这里必须包含2组信息:
1. 五个轴的位置:X Y Z C A 都必须包含.假如不包含,则默认为0.0
2. 必须有关于速度的指令.G0 或者G1 ..... F100000。否则软件默认执行速度为F250
轴坐标格式:
| 值 | X1.0 | X-0.5 | X-.5 | X.5 |
|---|---|---|---|---|
| 合格 | ✅ | ✅ | ✅ | ✅ |
示例:
(SpindleNo=2 ToolNumber=1 TD=10.0 ....) //刀具信息
G01 G90 X-15.5 Y76.88 Z60. C0.0 A0.0 F100000
N0020 Z53.
N0030 G01 X-16.11 Y75.35 Z52.91 F4250.
N0040 X-17.23 Y73.66 Z52.81
………………
N1500 Z31.
N1510 G00 Z60.
;SECTION //标识
(SpindleNo=2 ToolNumber=1 TD=10.0 ....) //刀具信息
N0010 G00 G90 X-15.5 Y76.88 Z60. C0.0 A0.0
N0020 Z53.
N0030 G01 X-16.11 Y75.35 Z52.91 F4250.
N0040 X-17.23 Y73.66 Z52.81
………………
N1500 Z31.
N1510 G00 Z60.
;SECTION //标识
(SpindleNo=2 ToolNumber=1 TD=10.0 ....) //刀具信息
N0010 G00 G90 X-15.5 Y76.88 Z60. C0.0 A0.0
N0020 Z53.
N0030 G01 X-16.11 Y75.35 Z52.91 F4250.
N0040 X-17.23 Y73.66 Z52.81
………………
N1500 Z31.
N1510 G00 Z60.
最终输出样式
(SpindleNo=2 ToolNumber=1 TD=20.0 Type=BallMill ToolName=D20R10)
N0020 G00 X-10.000 Y213.000 Z213.000 C.000 A-90.000
N0030 Y203.000
N0040 G01 G90 Y200.000 F4250.
N0050 Z210.000
N0060 Z-10.000
N0070 X5.000
N0080 Z210.000
N0090 X20.000
N0100 Z-10.000
N0110 X35.000
N0120 Z210.000
…………