Iso程序段编辑器
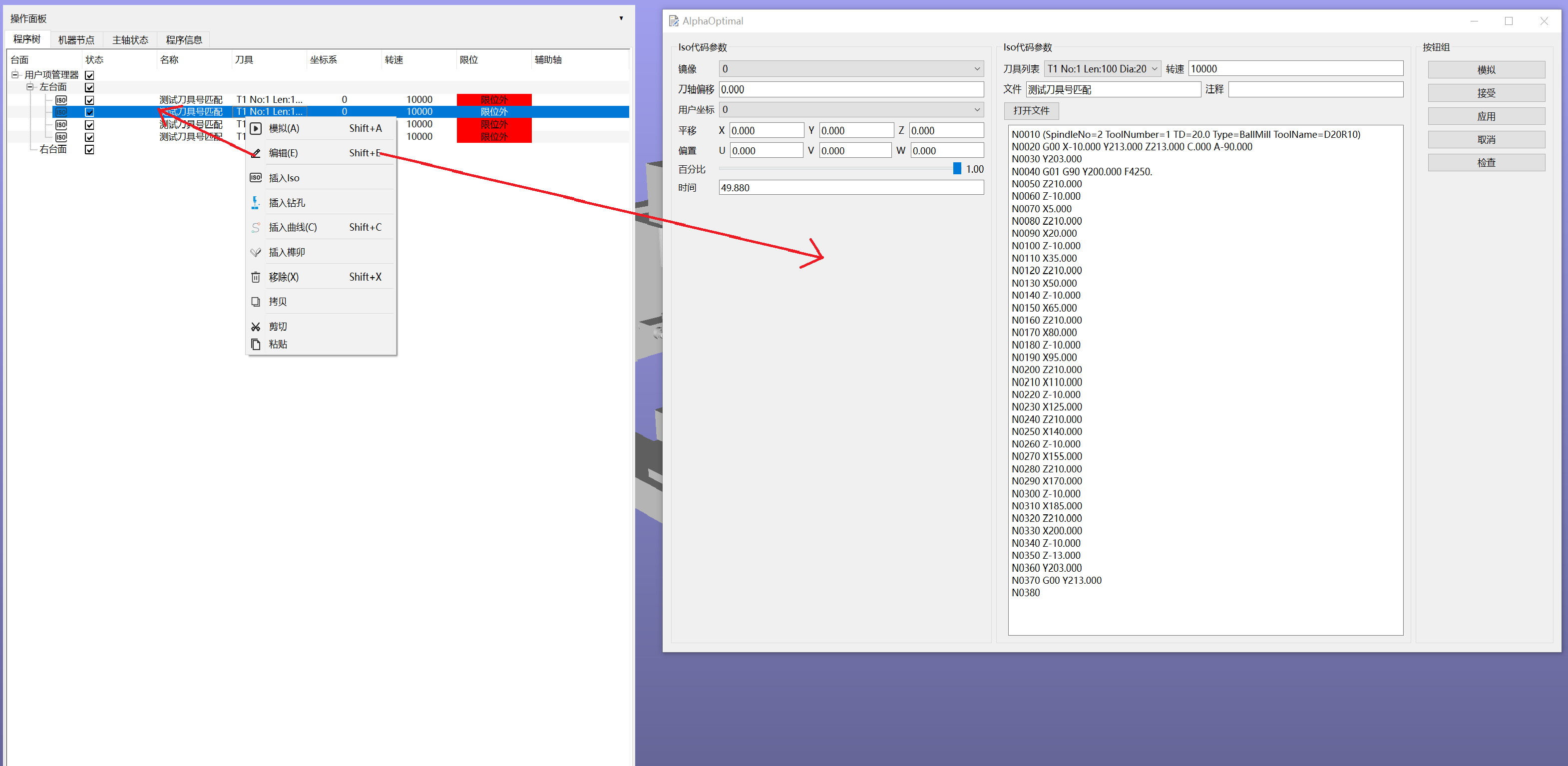
进入方法
- 选定要编辑的Iso程序段.
- 右键菜单
- 编辑
Iso编辑器
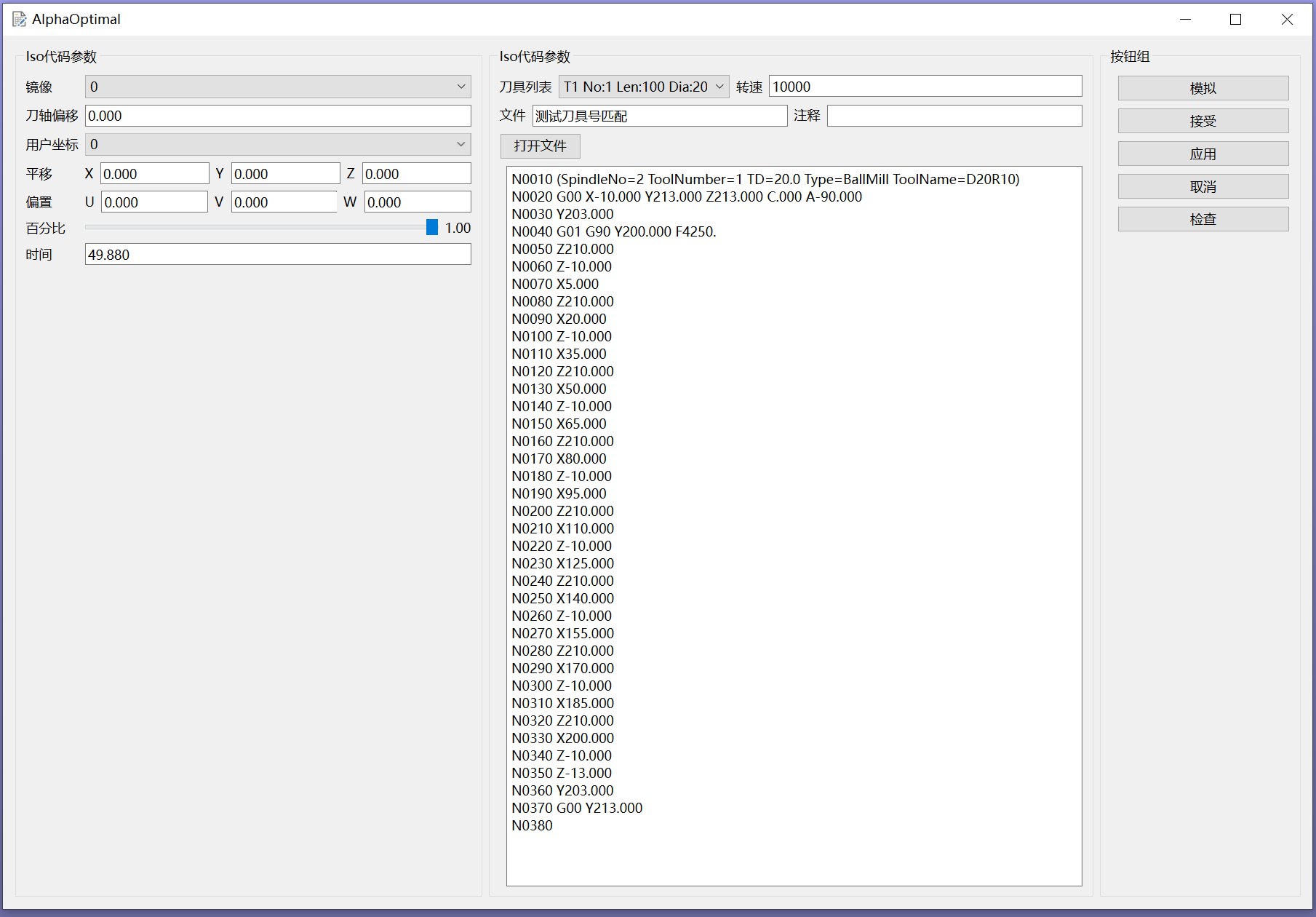
左侧区域
- 镜像:此操作不是必须的,如果默认值0符合加工需求,则不修改
- 取值范围[0,-180,180]
- 作用:强制刀轴动作镜像
- 计算方法:第4轴 = 当前值 + [0,-180,180];第五轴 = 当前值 * -1.0
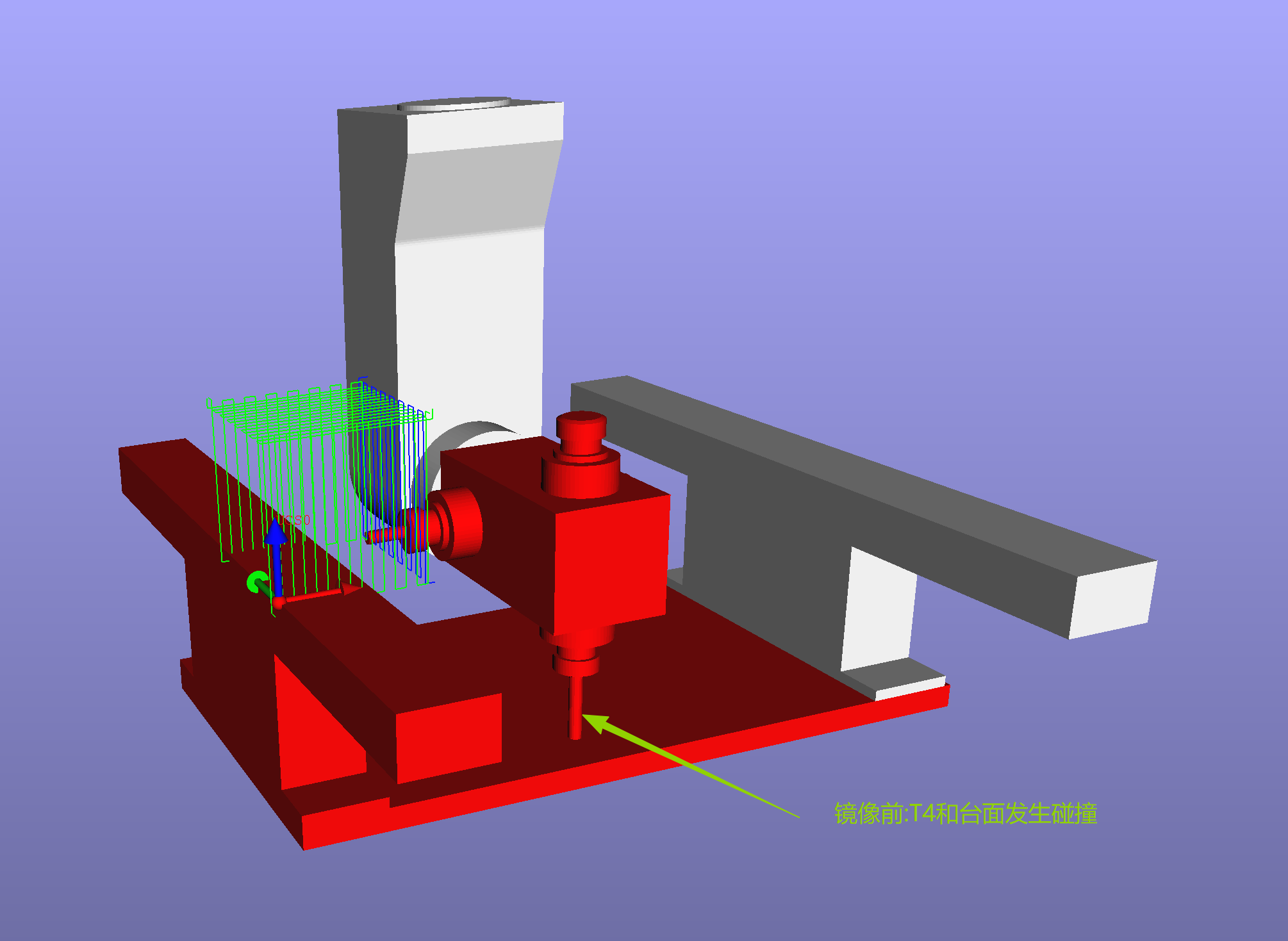
- 举例说明
当前坐标值:C-270.0 A-45 执行刀轴镜像.镜像角度选择 180 结果如下: C = -270 + 180 = -90 -->C-90 A = -45 * -1.0 = 45 -->A45 最终执行坐标:C-90 A45 - 镜像前后姿态对比
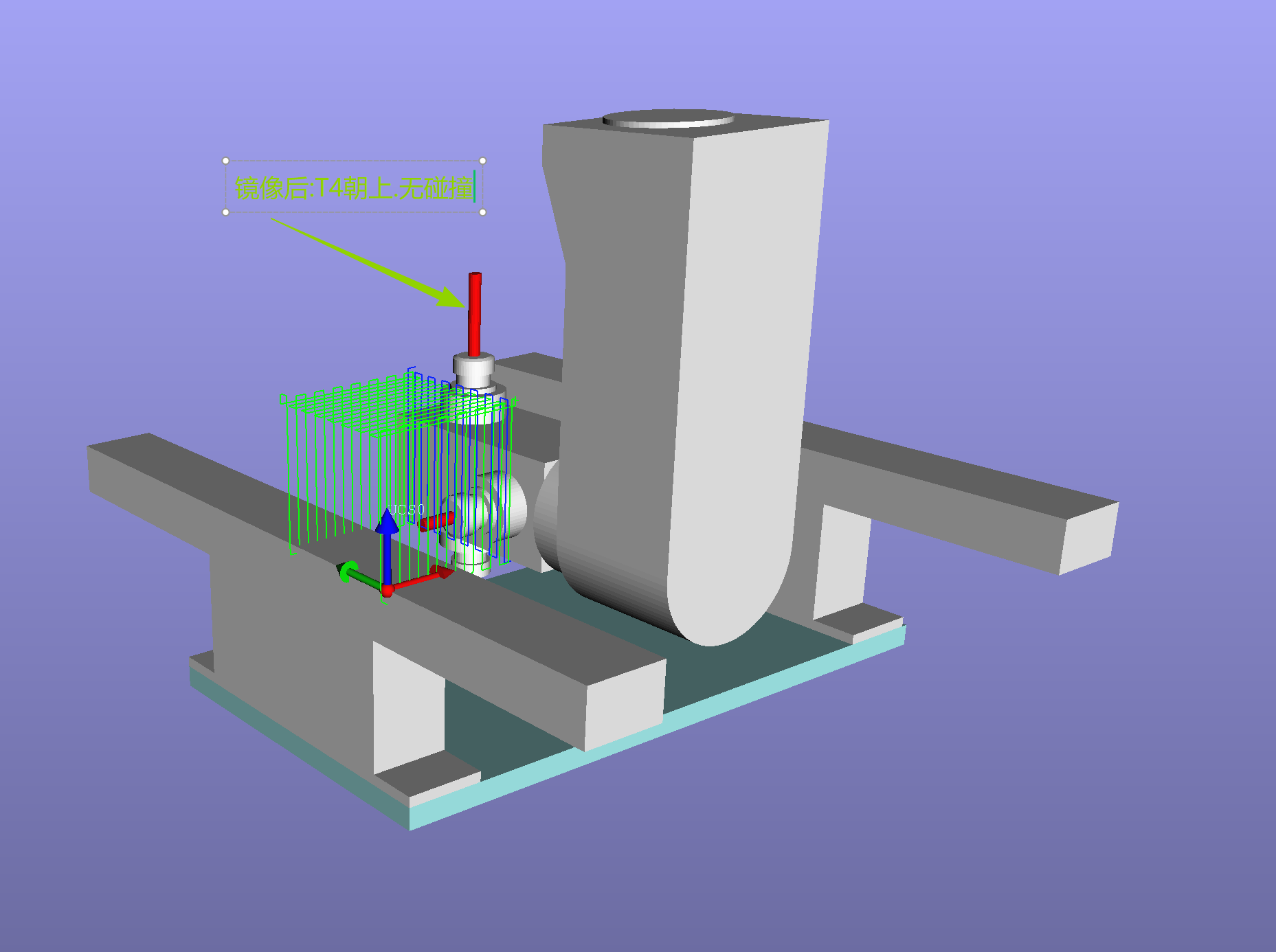
- 镜像值的选取一般原则:
- 取和第一行G代码内第4轴相反的值.
- 例子:
- 第一个C的值是正数:C199.35.镜像角度取:-180
- 第一个C的值是负数:C-199.35 镜像角度取:180
- 第一个C的角度:0 ,镜像角度任意。(这种情况一般不需要执行刀轴镜像)
- 第一个第4轴的角度 = C90.000 镜像角度选择:-180
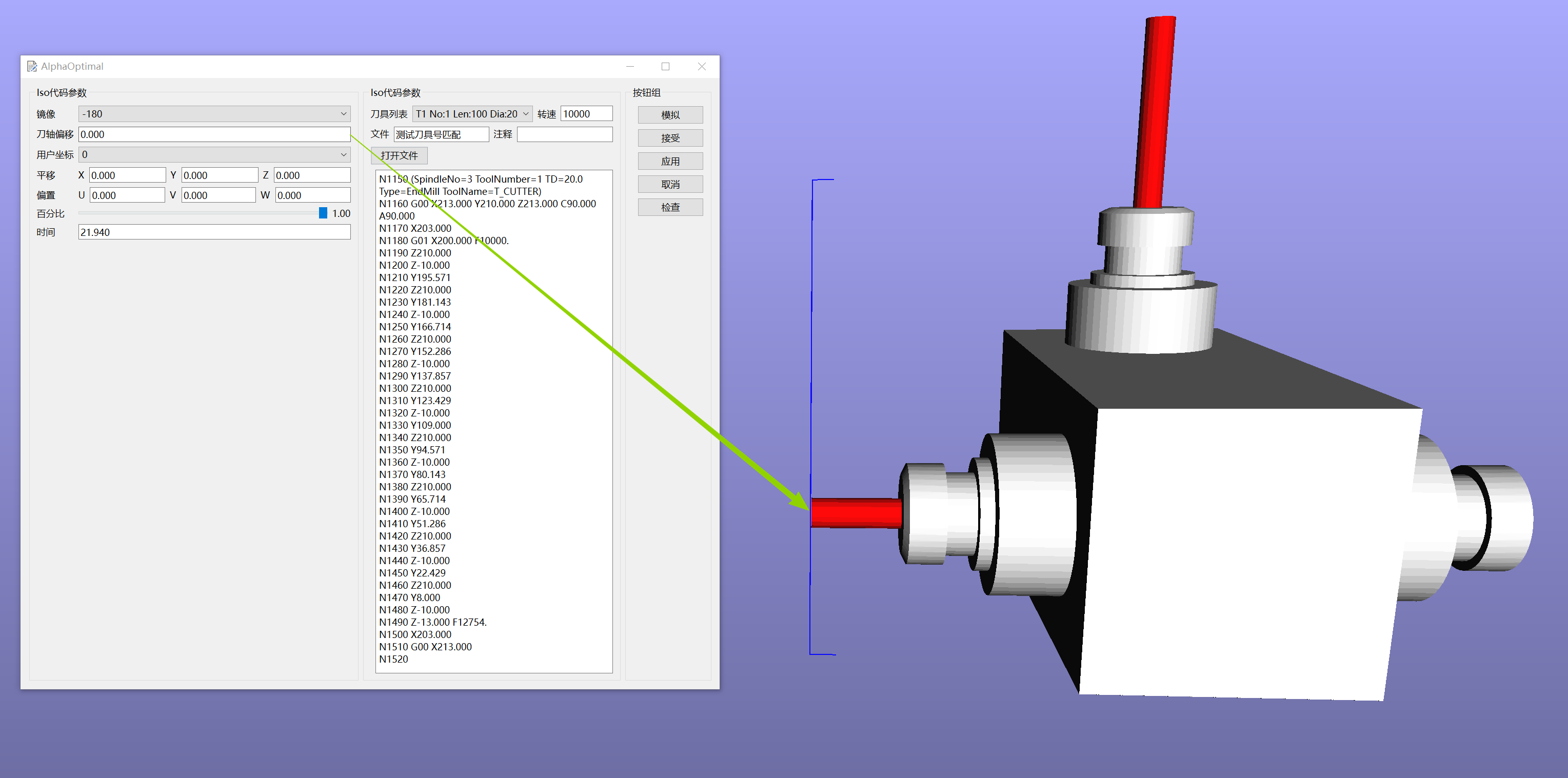
- 刀轴偏移:此操作不是必须的,如果默认值0符合加工需求,则不修改
- 沿着刀轴矢量方向进行移动
- 可用于改变加工的深度
- 适用范围:任意加工方式
三轴加工定向加工4联动加工5联动加工 - 常用于:
弯曲木的轮廓切割孔加工榫眼加工等 - 刀轴偏移 = 0
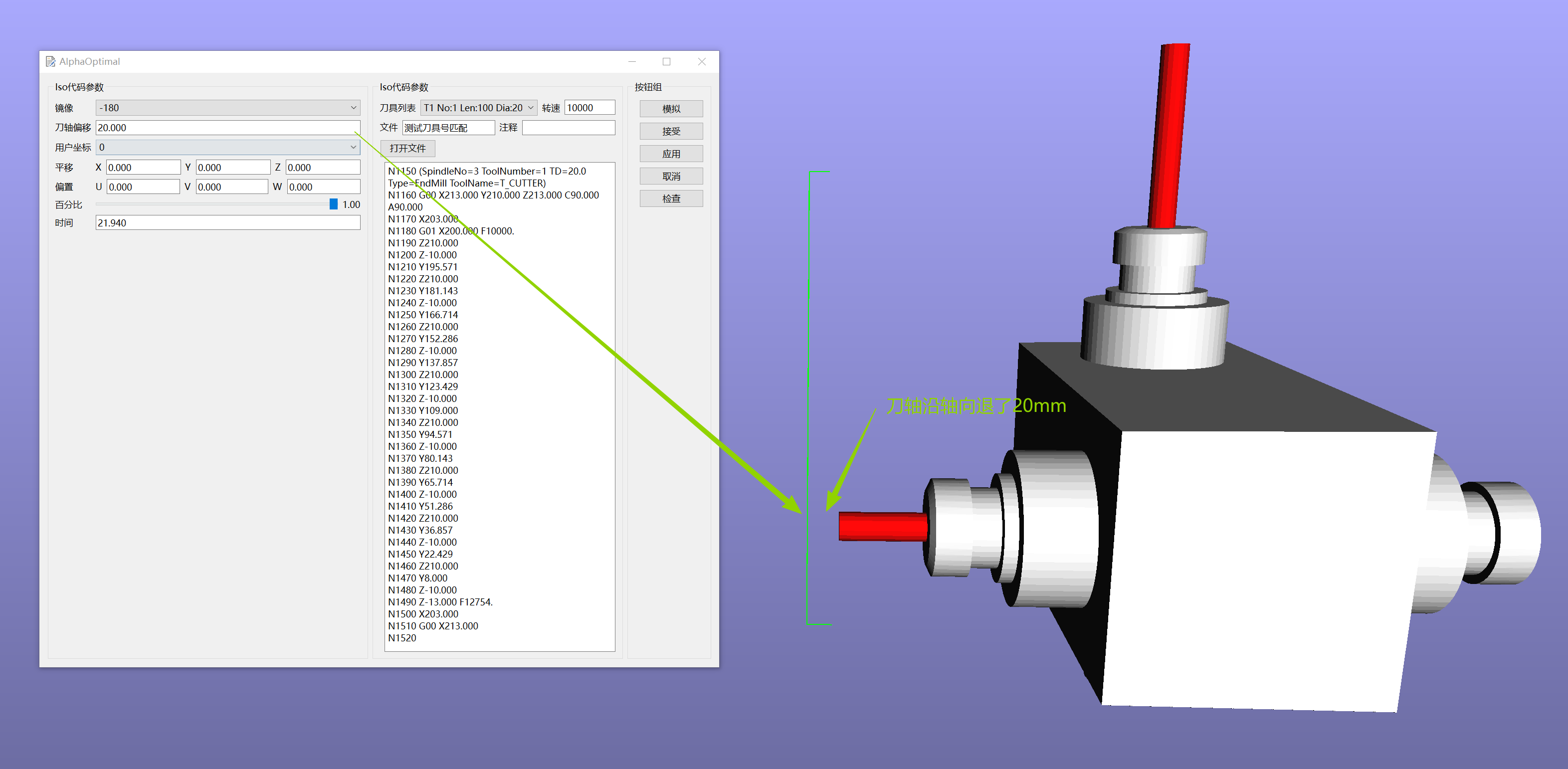
- 刀轴偏移 = 20
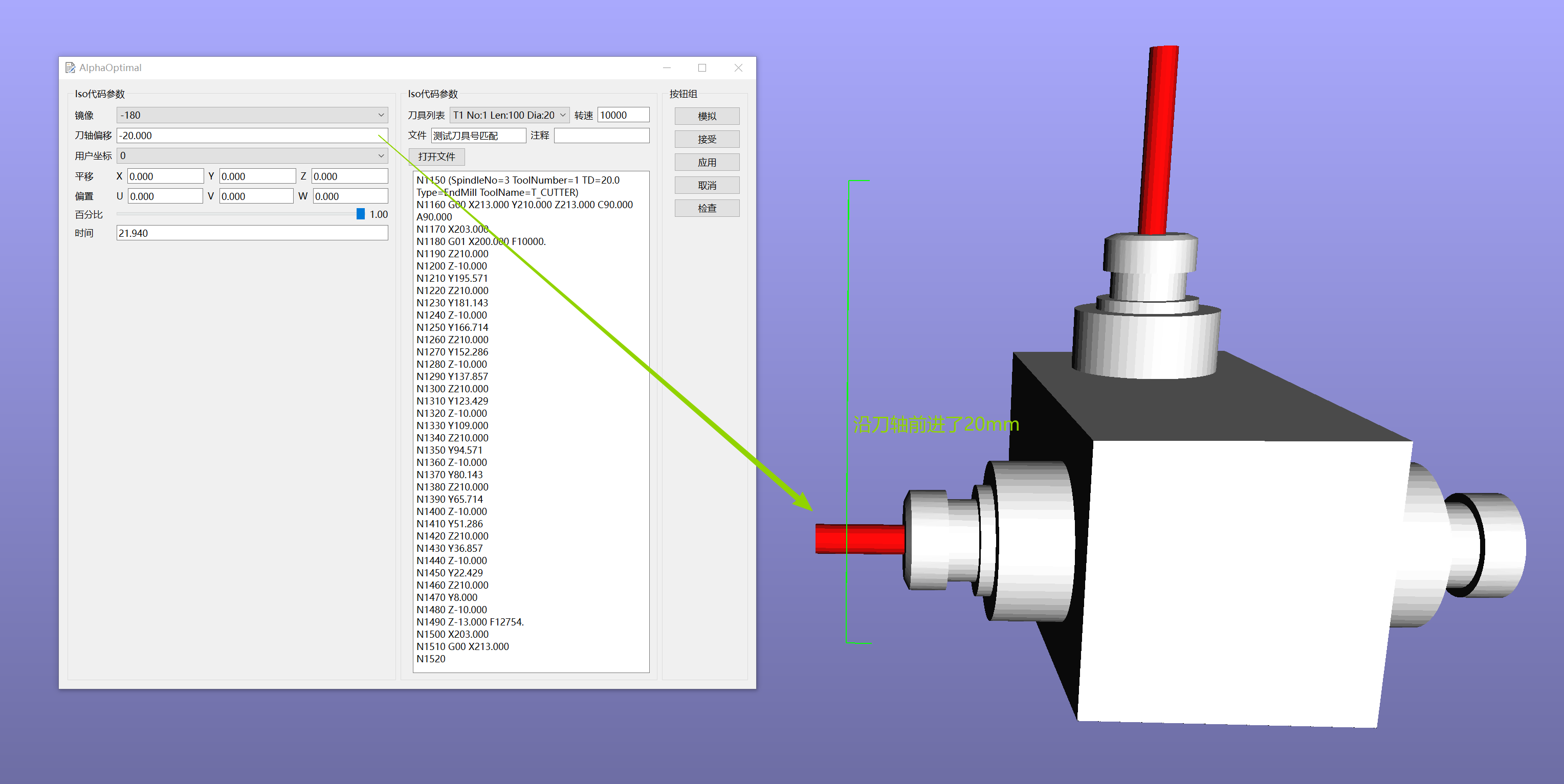
-
刀轴偏移 = -20
-
用户坐标:重新设定当前程序段所在的用户坐标系 详见坐标系详解
- 平移:此操作不是必须的,根据实际修改
- 沿世界坐标系的XYZ方向移动程序段
- 偏置:此操作不是必须的,根据实际修改
- 沿加工平面所在的UVW方向 移动程序段
- 百分比:特殊机型使用.不修改
- 时间:显示当前程序段的加工耗时.这个值为最理想耗时.实际加工过程中,耗时应该会大于这个时间
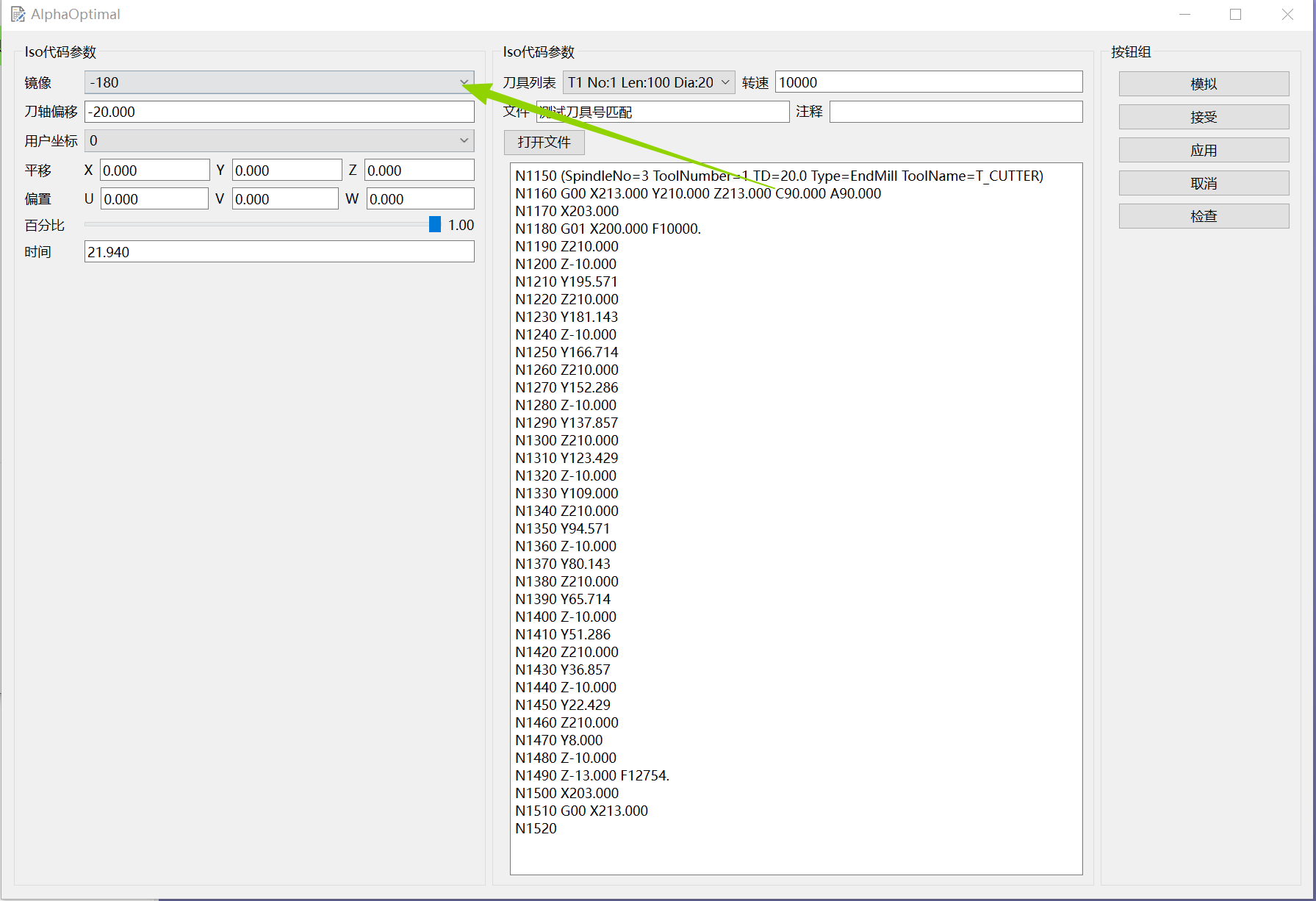
中间区域
- 刀具列表:手动选择适用于当前程序段加工的刀具
- 转速:手动修改当前程序段加工时的主轴转速.默认转速时创建刀具时设定的.
- 文件:当前Iso代码的文件来源
- 注释:用户注释
- 打开文件:重新选择Iso代码文件.仅适用于当前程序段
右侧区域:按钮组
- 模拟:模拟当前程序段的加工
- 接受:执行修改并关闭编辑器窗口
- 应用:执行修改
- 取消:取消修改
- 检查:显示当前程序段是否有超限位
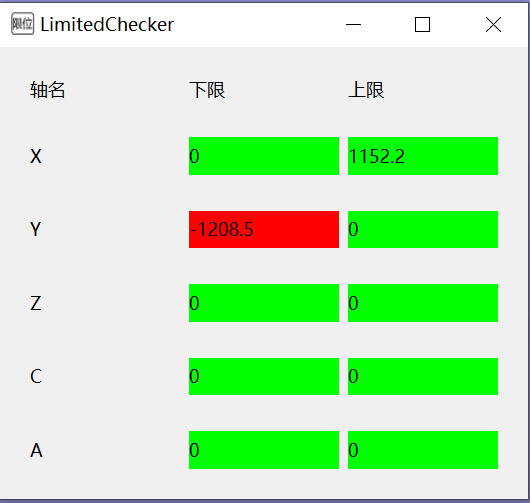
- 红色:超限位
- 解释: -1208.5 标示当前程序段会执行到Y-1208.5这个地方.它超出了轴的极限值.它不是程序段的极限值.也许后面还会有超出极限的位置.软件会在检测到有超限位的时候,记录下超限的位置并显示出来.不会往后再检查了
- 绿色:限位内。可以执行加工