校正工件坐标系的原点位置
说明:
机型:五轴加工中心
旋转轴:第4轴:C 第5轴:A
工位数:2
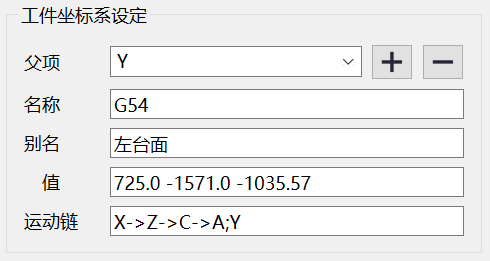
左工位 → 对应坐标系:G54
右工位 → 对应坐标系:G55
示例校正的原点:G54
校正前提条件:系统参数已经正确设定 刀具已经在软件内正确设置
使用主轴:T1 (此类调试一律使用T1)
操作步骤
-
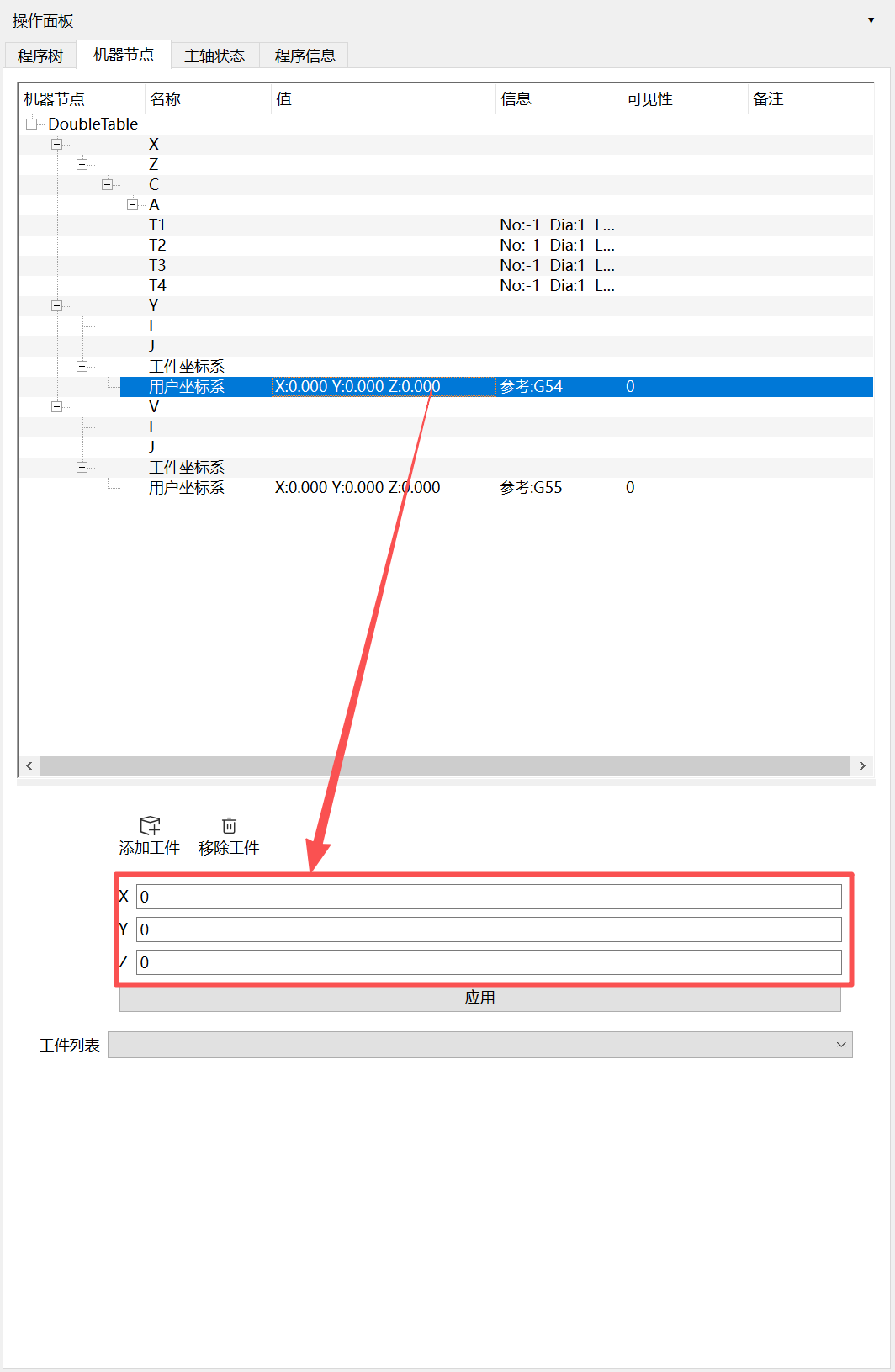
确认用户坐标系为默认设置
-
移动刀尖到原点位置,在物理机床上将刀尖移动到工件坐标系原点
- 注意:以下图片可能跟你的机床有所差异,请以自己的机床为准。
-
图示

-
转到AlphaOptimal软件,点击工具栏 → 通讯

-
确认工件坐标系:G54 已经勾选

- 确定C0 A0
- C0

- A0

-
把轴1/2/3的值抄写到
Ax_1 Ax_2 Ax_3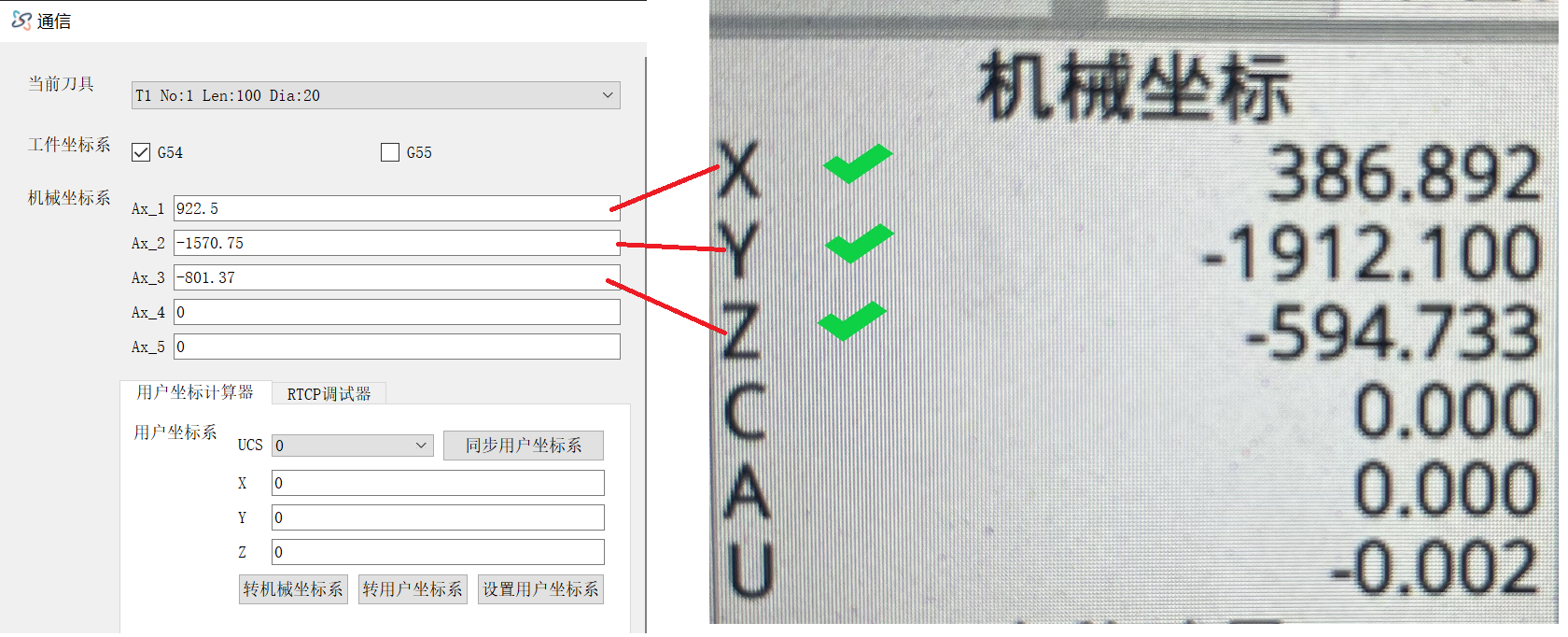
-
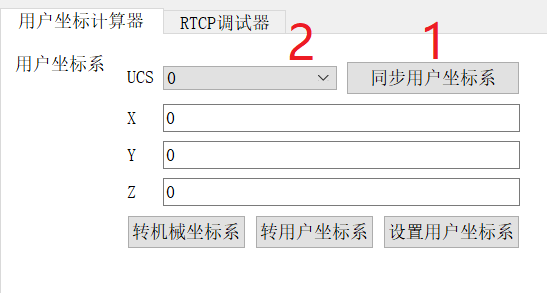
同步用户坐标系(注:此操作只执行一次即可)
- 点击按钮:转用户坐标系
-
获取补偿值 (记录X=-1.23 Y=3.456 Z=-5.35的值.这里最终应该显示的值: X=0.0 Y=0.0 Z=0.0)
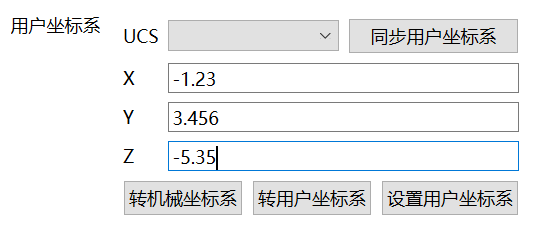
- 假如计算出来的补偿值x=0.0,y=0.0,z=0.0,表示已经正确设置.无需执行后续操作
-
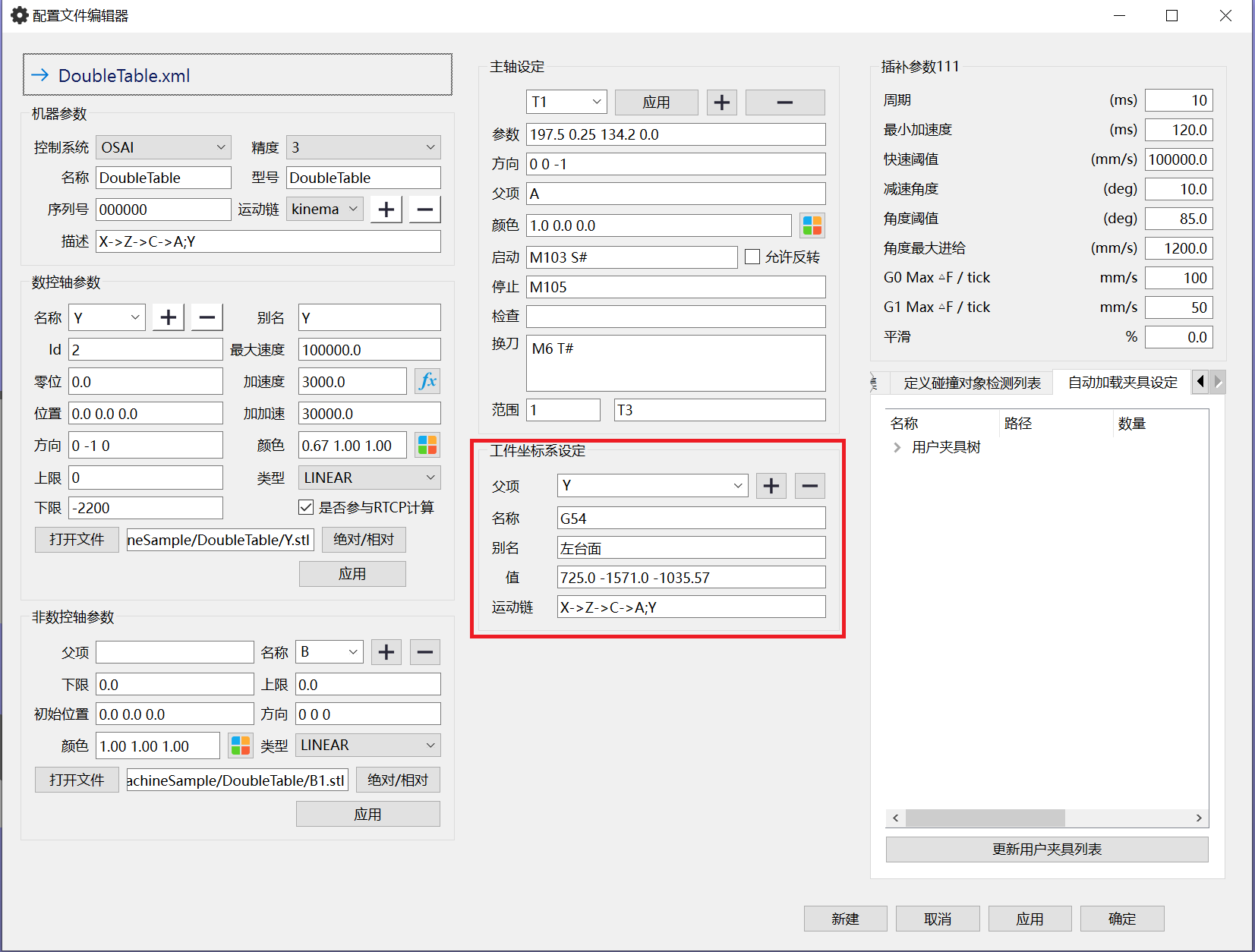
执行补偿
- 菜单:设置->编辑配置文件
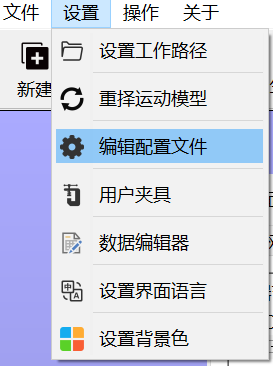
- 进入配置文件编辑器
- 修改值
- 取决于系统的不同.可能是加上记录的值,也可能是减去记录的值.可以试一下
- 注意值本身的格式:X Y Z 中间以一个空格分割.不可写错
- 点击确定.重启软件.确保物理机床不要做任何操作
- 验证. 重复
第3 - 9步,获取到的补偿值为 x =0.0,y = 0.0,z=0.0为止

校正G55说明
- 它的操作和上述的操作是一样的.却别在于
- 第4步:勾选G55
- 第10步->修改值:选择G55 再修改值